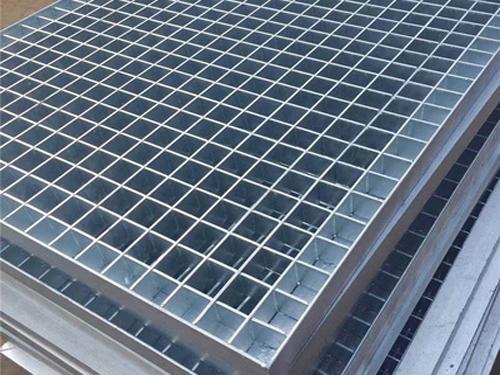
熱鍍鋅鋼格柵板的點焊通常分為雙面點焊和單面點焊兩大類。雙面點焊時,電極由工件的兩側向焊接處饋電。
單面點焊時,電極由工件的同一側向焊接處饋電,典型的單面點焊方式形成焊點的電極采用大直徑和大接觸面以減小電流密度。為無分流的單面雙點點焊,此時焊接電流全部流經焊接區。
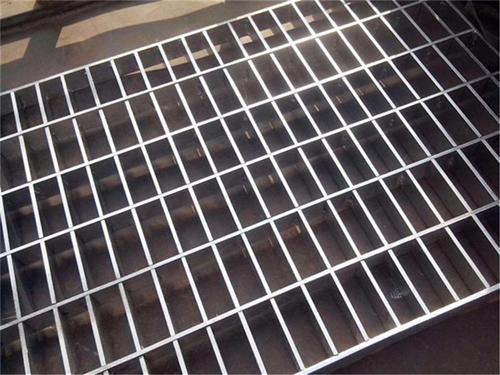
我廠在大量熱鍍鋅鋼格柵板的生產中,單面多點點焊獲得廣泛應用。
這時可采用由一個變壓器供電,各對電極輪流壓住工件的型式也可采用各對電極均由單獨的變壓器供電,全部電極同時壓住工件的型式后一型式具有較多優點。
其優點有:各變壓器可以安置得離所聯電極最近,其功率及尺寸能顯著減小;各個焊點的工藝參數可以單獨調節。
全部焊點可以同時焊接、生產率高;全部電極同時壓住工件,可減少熱鍍鋅鋼格柵板變形;多臺變壓器同時通電,能保證三相負荷平衡。